

18918891393

上海三優(yōu)深圳顯控產(chǎn)品聯(lián)合展示平臺(tái)






一 系統(tǒng)概述
制鞋機(jī)采用顯控GC-070-24MAA進(jìn)行控制。
二 系統(tǒng)配置
1.電源:采用DC24V電源;
2.PLC:GC-070-24MAA;
3.輸入:8路數(shù)字量輸入,1路PT100模擬量輸入;
4.輸出:9路數(shù)字量輸出。均為繼電器輸出
三 工藝說(shuō)明
1.手動(dòng)控制:可以分別控制各個(gè)輸出的動(dòng)作;
2.自動(dòng)控制:
①?采集溫度;
②?根據(jù)邏輯順序?qū)崿F(xiàn)切帶,壓合,熱熔等動(dòng)作;
③?實(shí)現(xiàn)各種工作模式的切換。
四 IO分配及PLC接線圖
1.輸入點(diǎn)分配
|
X0 |
A相編碼器 |
|
X1 |
B相編碼器 |
|
X2 |
腳踏板 |
|
X3 |
啟動(dòng)踏板 |
|
X4 |
橫移感應(yīng)光電 |
|
X5 |
感應(yīng)光電踏板 |
|
X6 |
升降氣缸上限 |
|
X7 |
斷電信號(hào) |
|
電阻輸入 |
|
|
A0 |
AI4- |
|
A1 |
AI4+ |
2. 輸出點(diǎn)分配
|
Y0 |
|
Y10 |
旋轉(zhuǎn)氣缸 |
|
Y1 |
|
Y11 |
橫移氣缸 |
|
Y2 |
|
Y12 |
升降氣缸 |
|
Y3 |
|
Y13 |
夾片氣缸 |
|
Y4 |
電機(jī)啟動(dòng) |
Y14 |
切斷氣缸 |
|
Y5 |
|
Y15 |
吹氣氣缸 |
|
Y6 |
|
Y16 |
加熱 |
|
Y7 |
|
Y17 |
斷電延時(shí) |
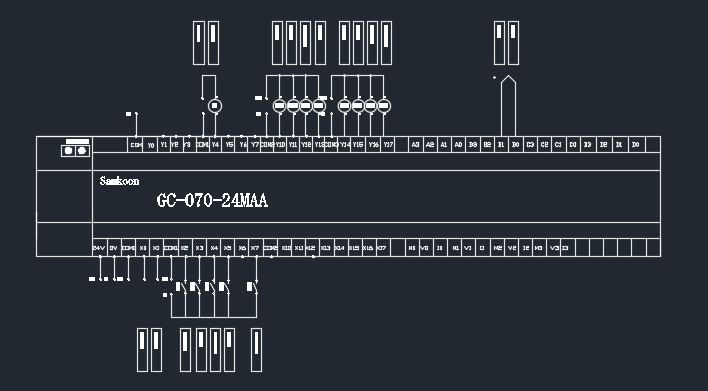
3. PLC接線圖
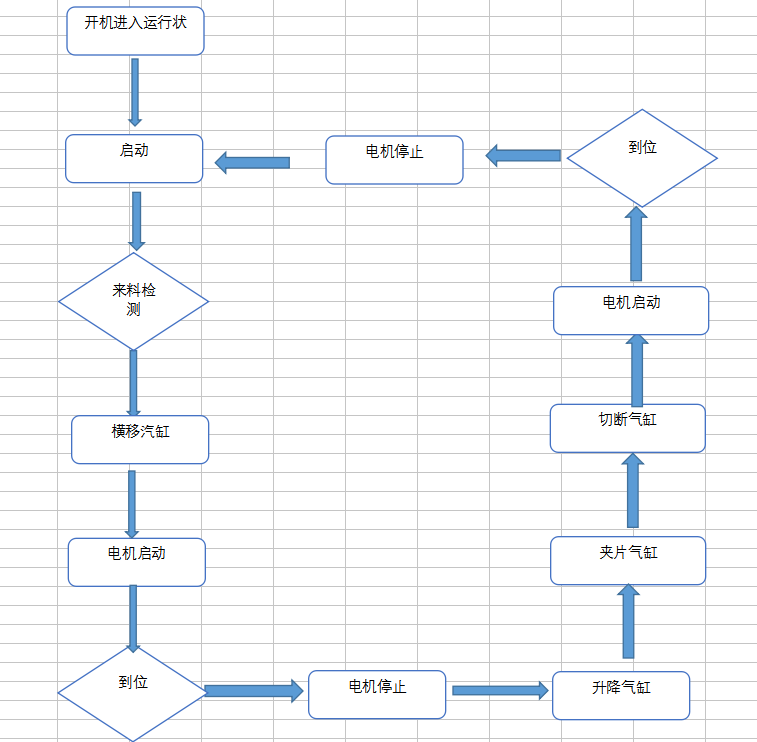
五 工作流程圖
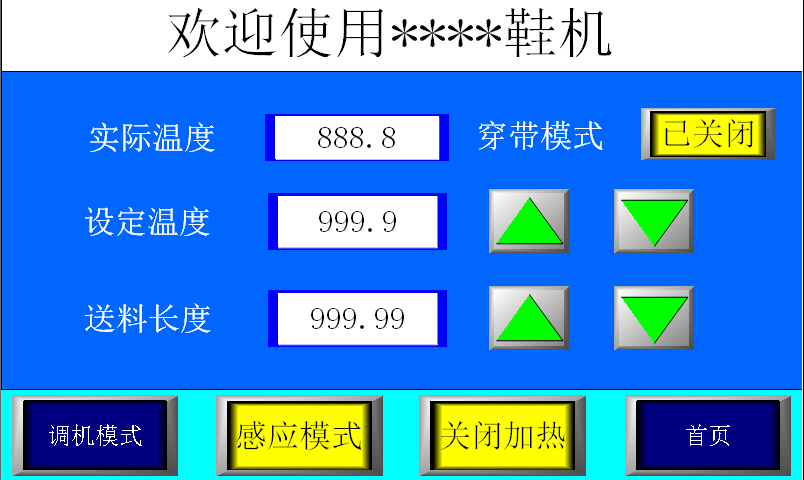
六 HMI界面




掃一掃 / 關(guān)注我們
電話:86-021-63815918 63816199 63807561 63807900
手機(jī):18918891393(微信同號(hào))
版權(quán)所有:Copyright ? 2009-2016 www.samkoon.net.cn All rights reserved
